
Compressors
Eliminate engine lube oil degradation. Protect close tolerance components, like seals and valves, that are critical to the operation of compressors.
")
Ingerssol High-Pressure Air Compressor
Moisture in the air system was causing corrosion of the carbon-steel piping was producing high levels of contamination in the system. The contamination was prematurely damaging the solenoid valve rubber seals. The damage forced the valves to remain open resulting in the need to replace them monthly. The valve failures were inhibiting production. In an effort to reduce unscheduled downtime and the monthly expense of replacing the valves, the maintenance team removed them all together.
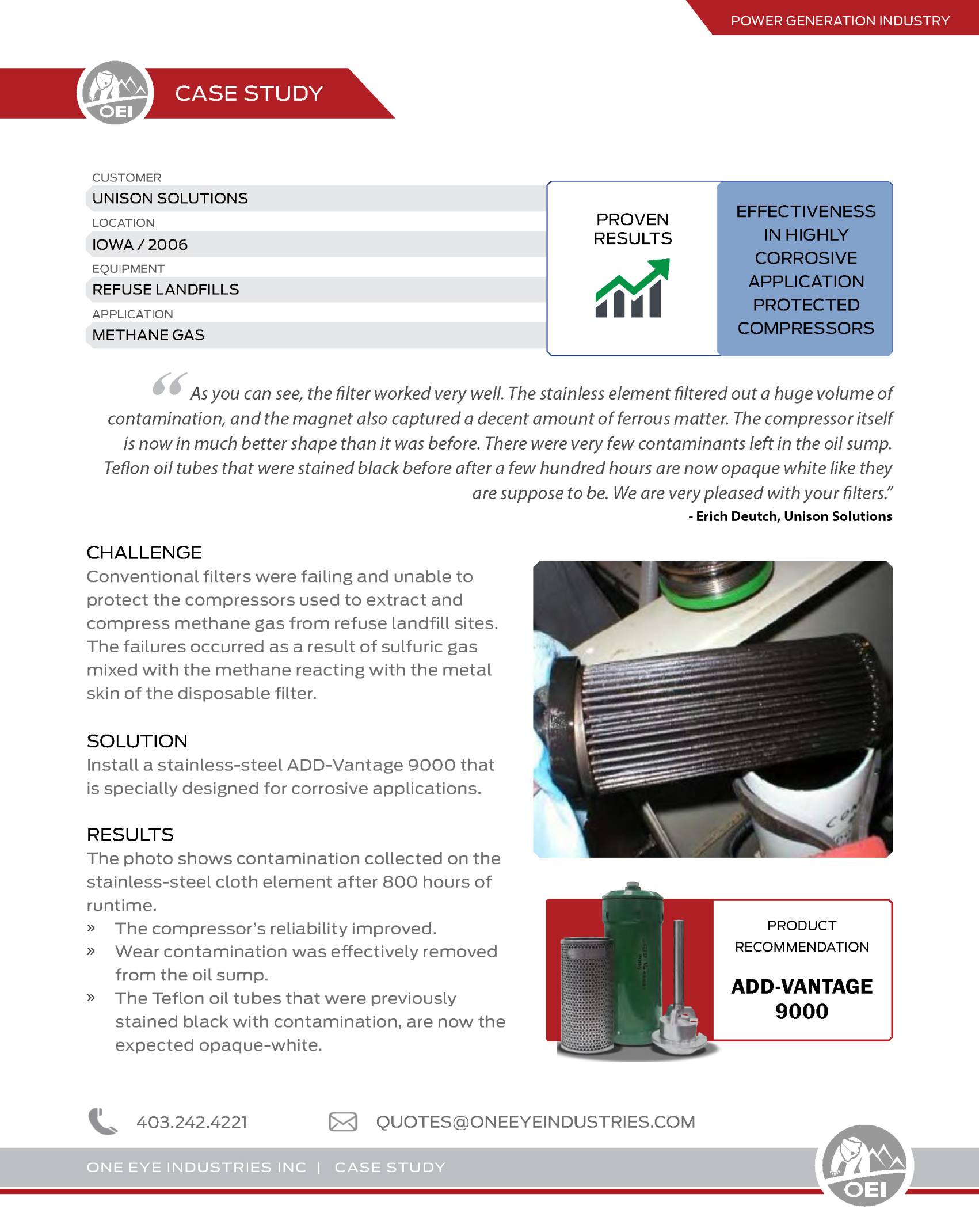
Unison Solutions’ Compressor Methane
Conventional filters were failing and unable to protect the compressors used to extract and compress methane gas from refuse landfill sites. The failures occurred as a result of sulfuric gas mixed with the methane reacting with the metal skin of the disposable filter.
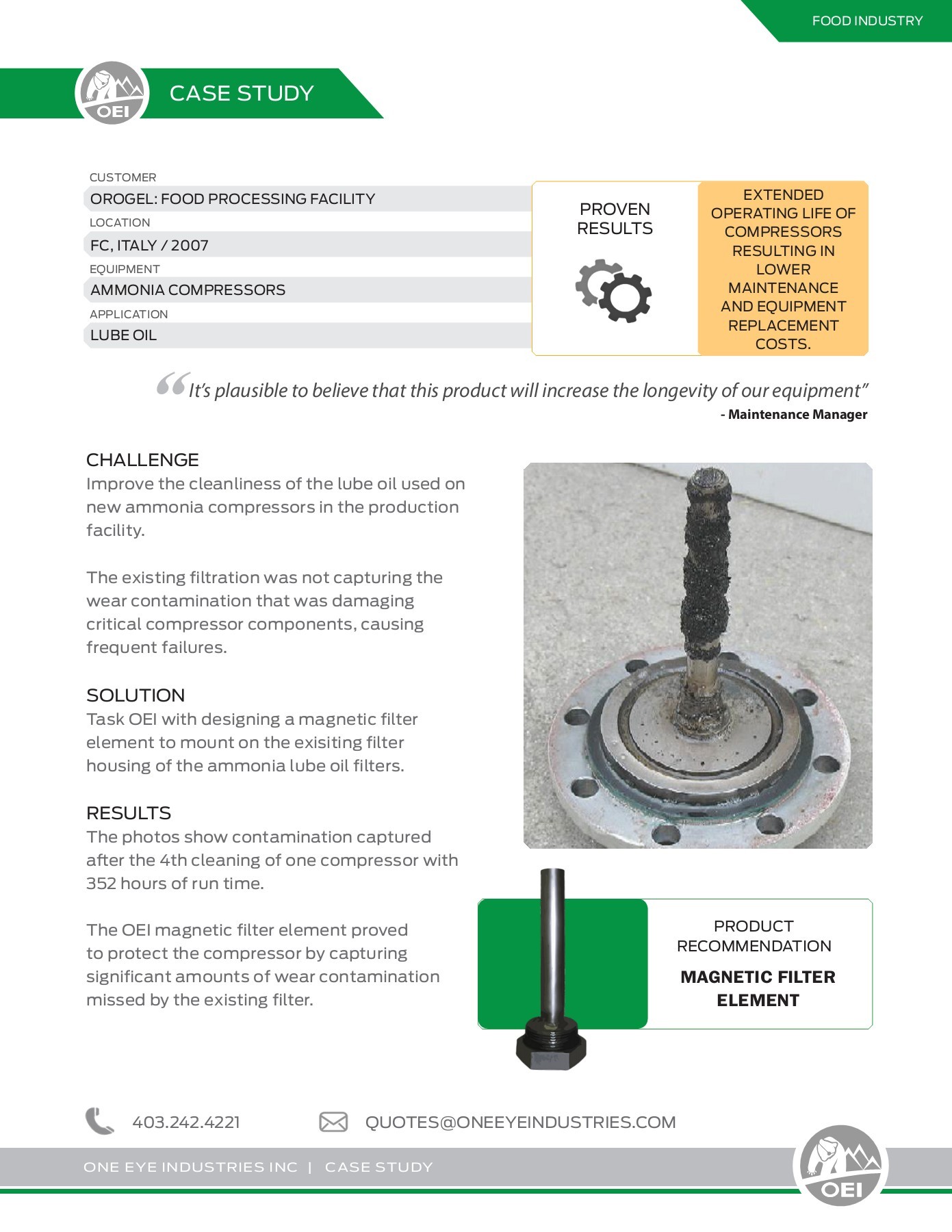
Orogel Ammonia Compressor Lube Oil
The challenge was to improve the cleanliness of the lube oil used on new ammonia compressors in the production facility. The existing filtration was not capturing the wear contamination that was damaging critical compressor components, causing frequent failures.
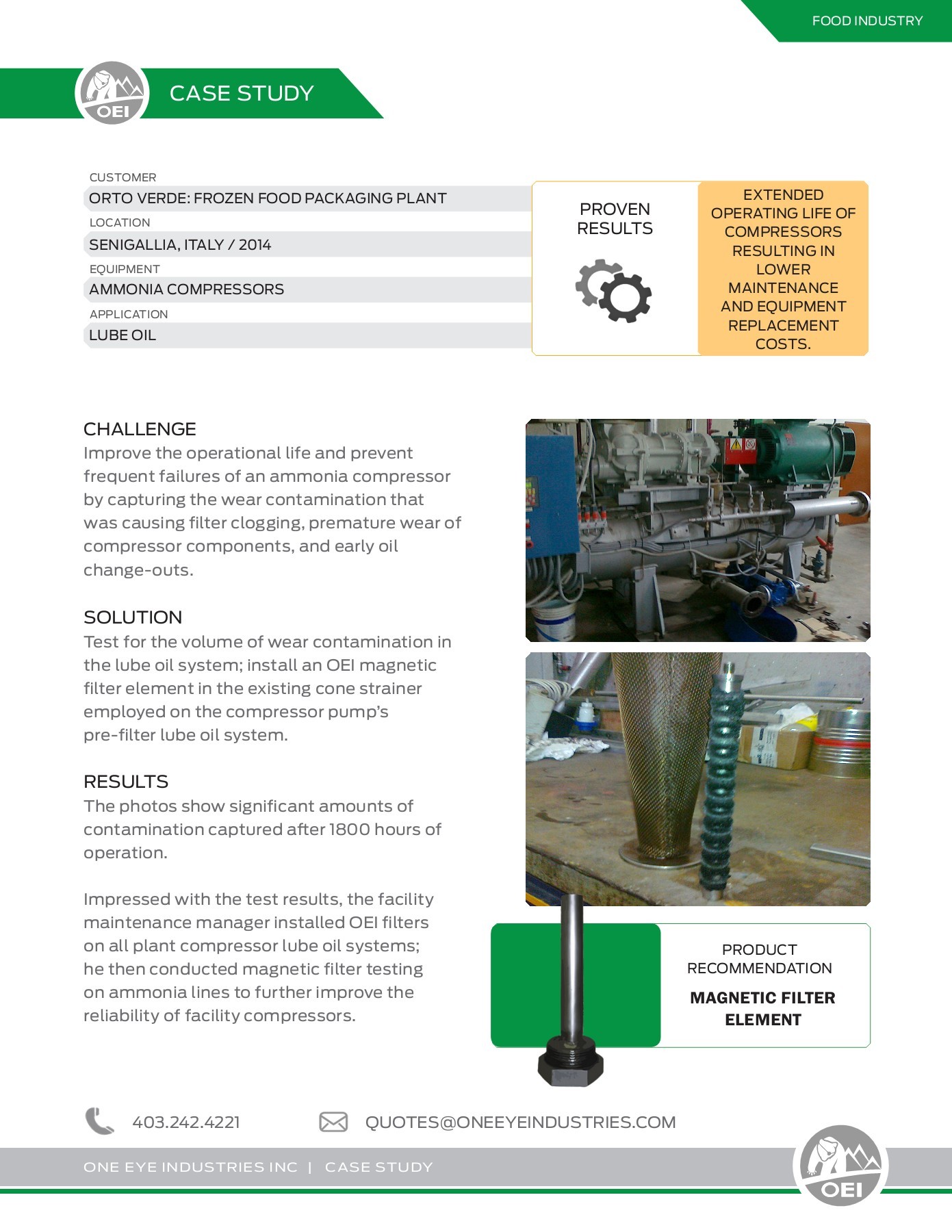
Orto Verde Ammonia Compressor Lube Oil
The challenge was to improve the operational life and prevent
frequent failures of an ammonia compressor by capturing the wear contamination that was causing filter clogging, premature wear of compressor components, and early oil change-outs.
Transgas Crank Case & Engine Lube Oil
The challenge was to remove wear contamination from both the mature Cooper Bessemer GMV6 crank case, and the 5790 Waukesha engine lubrication systems.
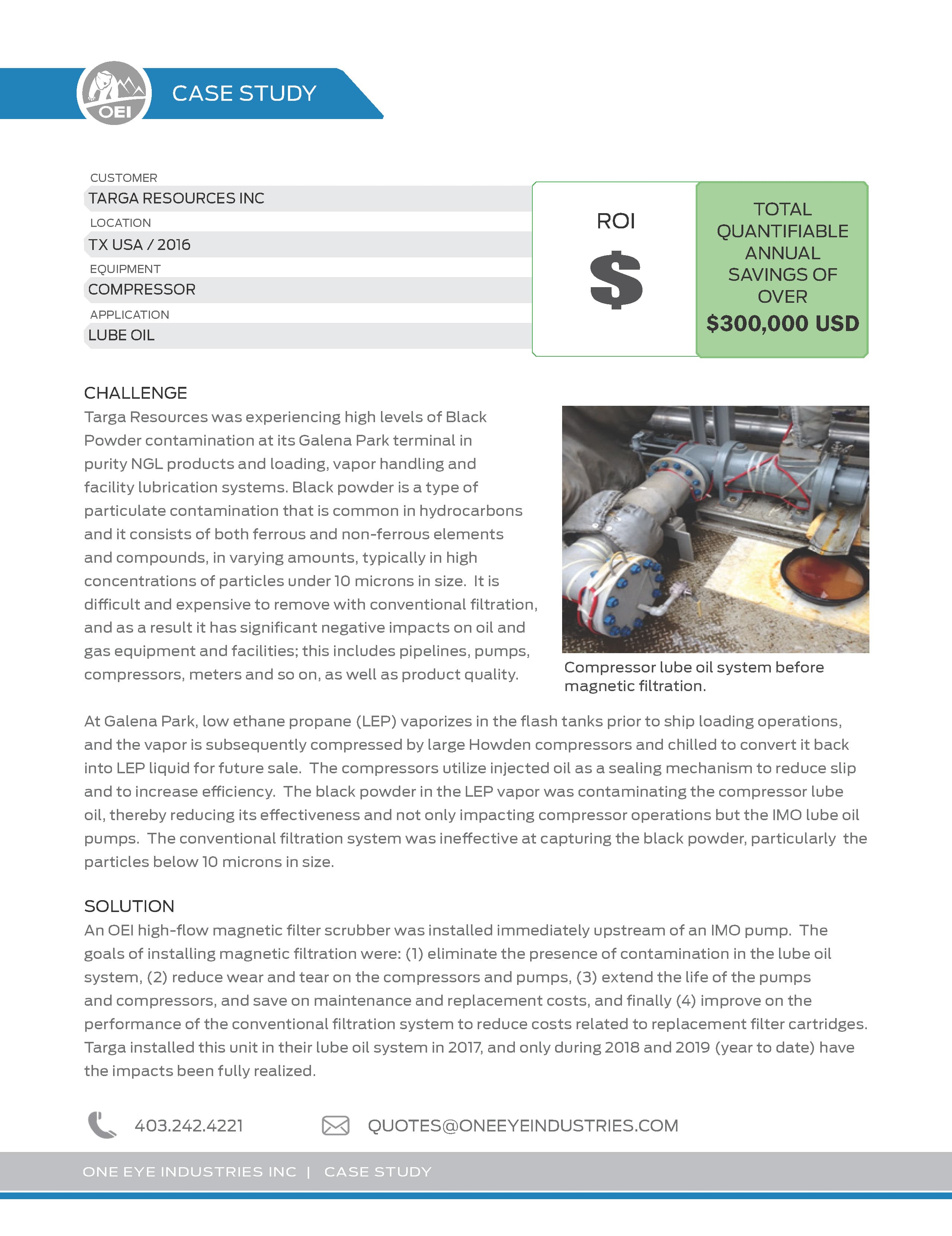
Targa Resources Compressor Lube Oil Filtration Saves 300k Annually
The challenge was to remove black powder contamination at Targa’s Galena Park temrinal in purity NGL products and loading, vapor handling and facility lubrication systems.
Screw Compressor Lube Oil Analysis
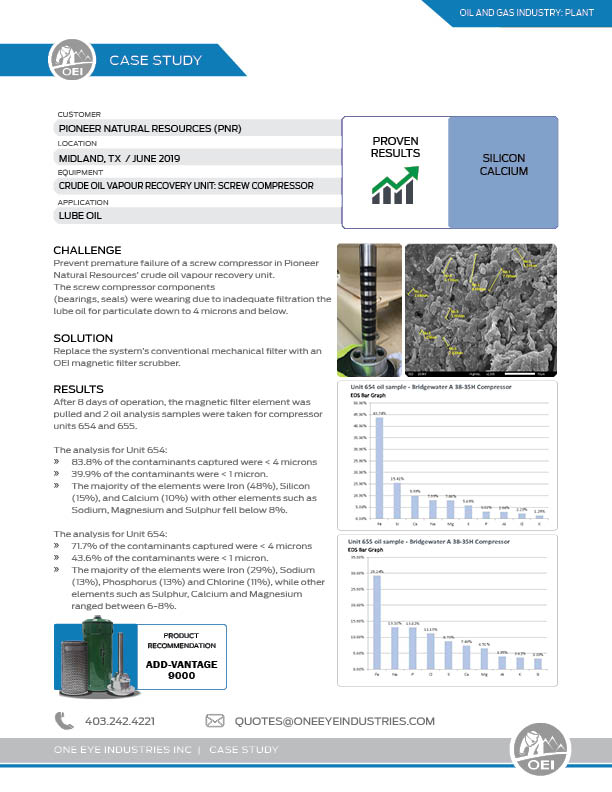
The challenge was to prevent premature failure of a screw compressor in Pioneer Natural Resources’ crude oil vapour recovery unit. The screw compressor components (bearings, seals) were wearing due to inadequate filtration the lube oil for particulate down to 4 microns and below.
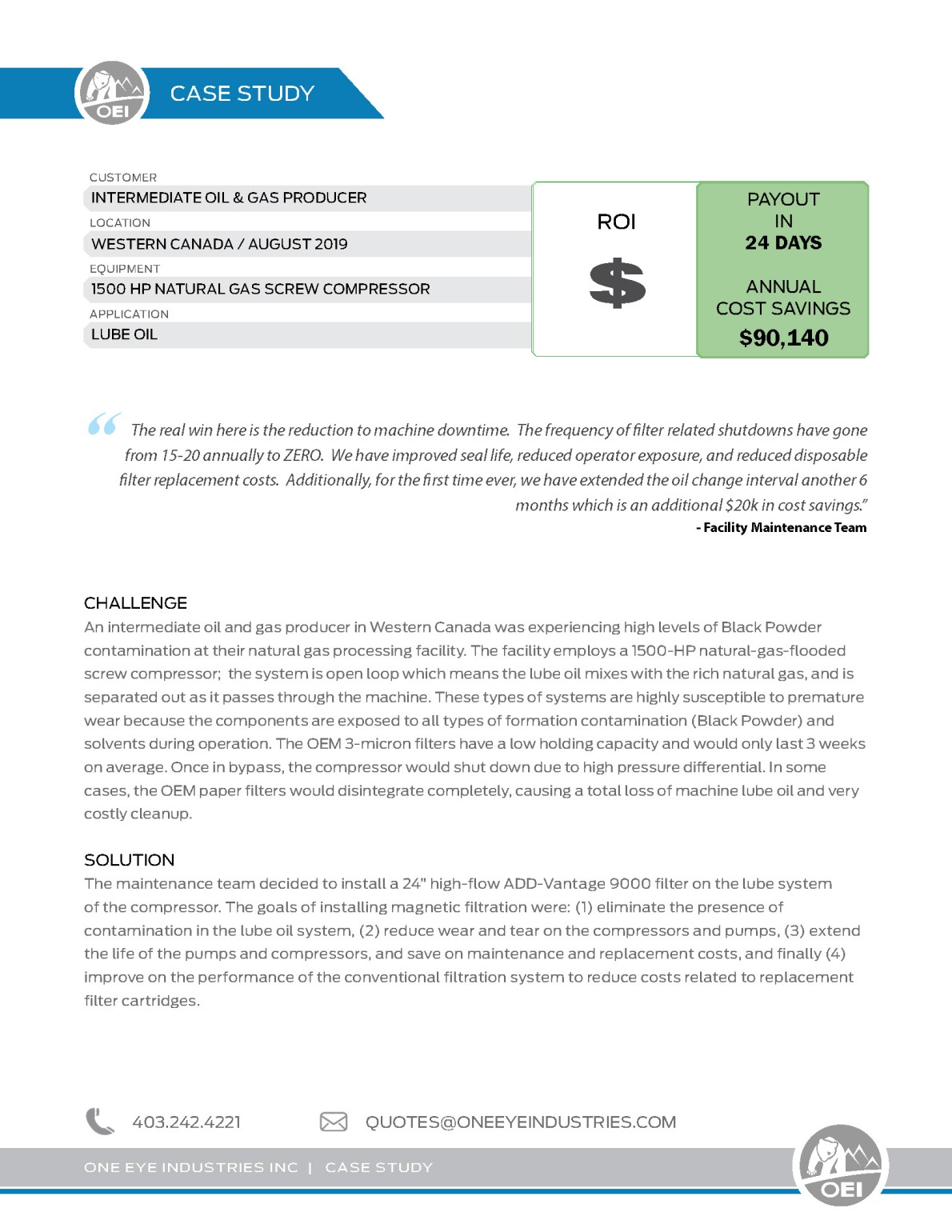
Natural Gas Processing Facility Compressor Lube Oil
An intermediate oil and gas producer in Western Canada was experiencing high levels of Black Powder contamination at their natural gas processing facility. The facility employs a 1500-HP natural-gas-flooded screw compressor; the system is open loop which means the lube oil mixes with the rich natural gas, and is separated out as it passes through the machine. These types of systems are highly susceptible to premature wear because the components are exposed to all types of formation contamination (Black Powder) and solvents during operation. The OEM 3-micron filters have a low holding capacity and would only last 3 weeks on average. Once in bypass, the compressor would shut down due to high pressure differential. In some cases, the OEM paper filters would disintegrate completely, causing a total loss of machine lube oil and very costly cleanup.

Regency Energy Partners Compressor Lube Oil
Black powder contamination in the incoming sour gas was penetrating a compressor’s seals and contaminating the lube oil. The plant was originally employing two banks of 4 Baldwin filters to protect the compressor. The contamination was causing the Baldwin filters to become saturated every 30 minutes (at a 30 psi pressure differential). Changing these filters was very time-consuming and costly.

OEI magnetic filters are designed for 95+% efficiency: they are optimized for fluid viscosity, flow volume, flow rate, temperature, mobility, and mounting requirements.
Use of the OEI Data Form will provide the necessary specifications for OEI to determine which product is right for you
REQUEST A QUOTE
![]()
4344 12th Street SE Calgary,
AB T2G 3H9 Canada
(403) 242 4221
quotes@oneeyeindustries.com